The perfect frequency is a bit of a misnomer when it comes to portable induction equipment.
In heat treating or hardening shafts, cams or other components on an assembly line there is a perfect frequency based on the depth of penetration, heating rate and desired results such as case hardening thickness. This is always based around the part and the coil design all of these are engineered for optimal efficiency and production.
So, let us break down each component.
Frequency: If we look at frequency alone, we know that a higher frequency has more of a skin effect (less depth of the surface is heated). We also know that a higher frequency because it reverses direction more often can heat materials that benefit from hysteresis losses more efficiently. BUT the higher the frequency, the closer the induction coil must be to the part to achieve this efficiency and in most field applications that small of a distance is not possible without factory made coils. If the power density does not exceed the heat flow through the part, none of these effects are seen.
Area to be Heated: When heating larger areas or heated surfaces, generally a lower frequency is desirable. This has more to do with the size and shape of the inductor (coil). 1 turn around a 25mm shaft might run at 19kHz while 1 turn around the same material that is 10” in diameter may tune in at 8kHz (keep in mind, I oversimplified this, but the point remains) What if that 1” diameter shaft needed a ½” or what if we want to heat 1 meter in length of that 1” diameter shaft? In general, the larger the surface area, the longer the coil, the higher the inductance and thus the lower the frequency.

Current: The lower the frequency the more current the machine and coil need to be built for, OR the more turns need to be employed.
Coil Turns: Higher frequency machines require less turns on their load coil. This can be an advantage or disadvantage depending on the application. If you need to heat a 4” diameter tool holder to shrink fit a 2” diameter end mill and you need to heat only the last 24mm a single turn higher frequency machine works quite well with a factory-built coil. But if you are heating a 1000MM retaining ring with a 30–60-minute ramp to 300C and there is tooling to hold the retaining ring or remove the locking clip/mechanism, multiple turns that can be moved both to ensure even heat and to move out of the way for the tooling a lower frequency with 4-8 turns becomes the much better choice.
Coil Materials: Many high current production coils use machined blocks of copper with engineered water cooling and electrical paths. Some of these coils have integral quench rings or flux concentrators. Engineered solutions like these can never be made in the field, require very high current and are very expensive.
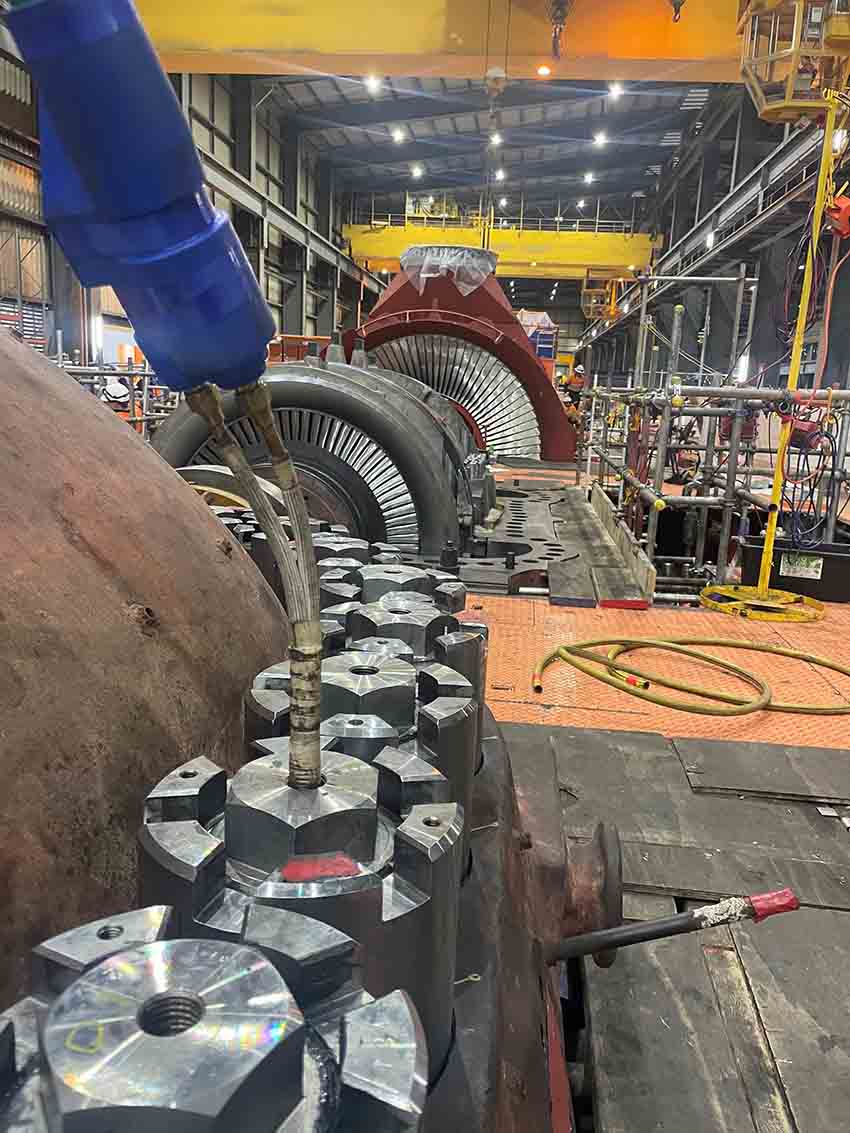
Distance – Coil to Part: All induction coils benefit from being closer to the part. This provides better coupling to the part and more efficient heating. But what if you need 2” of insulation on the part you are heating? Or even 1/8” (3MM)? The efficiency of a machine operating over 12 kHz is greatly reduced when the coil is larger than 1/8 or 3MM from the part. If we look at induction bolt heating this translates into the need for many more factory made expensive inductors for every different bolt on a turbine. Or when heating a retaining ring, thin insulation must be used and this can cause overheated stripes under the coils.
Tuning Range: The higher the frequency of the machine, the smaller the coil, there are of course exceptions to this rule, but for the most part, induction machines follow this. But higher frequency machines (15-20kHz) tend to have very small tuning ranges and require major component changes to accommodate different coil designs and applications. A machine designed for brazing copper windings in a generator rotor will never be able to remove the retaining ring without changing the work transformer or using many parallel turns. These accessories become clumsy and difficult. The Themro International machines are built for a wide range and field applications, so we have some advantages in the design and control system allowing a wider tuning range. This means that a standard Thermo international 120kW machine can run any induction bolt heating inductor, change taps and put 200 foot (60 meters) of flexible coil or be connected to a coil 8” diameter with 4 turns used for heating a turbine nut that has rusted on. In addition to this, since we operate withing the 3-10kHz range, our coils do not need to be super close to the part. This means that the 8” coil for heating nuts will heat 7” 6 and even 4” nuts effectively meaning, it will take more time to change to the correct coil than the additional time needed to heat the part.
The Perfect Frequency: So, what is “the perfect frequency” within the induction heating world? The answer is that for portable machines, there is none. Any machine can be made to heat nearly anything. BUT does that machine need special parts for coils from the factory? Or can the technicians on site make what’s needed to preform the work at hand? Or has the supplier given you all the needed accessories to do the job and have they hidden the cost of those accessories?

Thermo Internationals’ Solution: Here at Thermo International we believe the range of 3 to 10kHz is ideal for retaining rings, couplings, bolt heating and so much more all with the same machine. This is due to all the factors listed and, in the end, it comes down to the expected loads and job at hand. We can braze copper parts but there we need a 3-turn coil. A higher frequency machine such as 10-20 (or our 8-25kHz machines) are best suited to dedicated brazing or bolt heating applications. Their tuning ranges are far more limited for the wide variety of components we tend to heat in the field. But when factory coils built are supplied, they can heat exceptionally well. So “The Perfect” frequency is far more than one factor.