Born from the clash between theory and reality, GQOIL Innovation transformed a bold idea into a breakthrough: CCBL® – Cold Cavitation Blending of Lubricants. What began as a container-sized prototype tested in Bulgaria in 2015 has evolved into a compact, cost-effective technology that reshapes the way lubricating oils and coolants are produced.
CCBL® eliminates heating in the blending process, slashes energy use to zero, cuts CO2 emissions, and delivers faster, more efficient production. More than an invention, it is the result of persistence, ingenuity, and the refusal to accept limits—offering partners a holistic model that combines proven strengths with future-ready innovation.
Interview with Andrzej Chodyniecki, Founder/CEO of GQOIL Innovation.
What are the most common challenges your clients face before turning to your solutions?
Andrzej Chodyniecki: Typical challenges our customers face include production efficiency and flexibility, energy consumption and CO2 emission when not using our solutions. These are all elements of a broadly defined sustainability in the production process. Lubricating oil blenders use traditional mixing systems with a mechanical agitation system that evenly mixes the ingredients and distributes thermal energy throughout the premix. This heating method, which applies energy throughout the premix, is chaotic, meaning inefficient and time-consuming.
How do you typically discover and define a client’s productivity problem before offering a solution?
A.C: Our typical steps before offering the proper solution is a collection of:
- information about production plans (annual volume, type of oils, shifts quantity, etc.) in case of new blending facility;
- data collection about existing installations, production volumes, shifts quantity, etc. in case of revamping;
- preparation of full design and CAD drawings for both options, mentioned above.
In what ways do your products directly address these challenges and remove barriers to efficiency?
A.C: CCBL® Cold Blending Technology removes these barriers through an innovative heating method, utilizing cavitation as a heat source. We’ve found a way to adapt cavitation to our needs and push it to work as controlled heating source. By this way CCBL® technology address all important components, necessary to achieve real sustainability in blending. We don’t need heating installation in our processing tank. Due the innovative heating method “from inside” we have precise, efficient and zero energy consuming process in the main blending phase. Our CO2 emission is 0.7449 kgCO2-e instead of 54.435 kgCO2-e per 1.0Mt of finished product.

What role does innovation (in design, materials, digitalization, automation, etc.) play in transforming client problems into measurable results?
A.C: By implementing of CCBL® technology the manufacturer receive flexible process allowing blending both small (<5MT) and big batches on the same installation. A standard efficiency 24 m3/h allows to produce very fast the batches, keeping the high quality of product. Lack of heating during the main blending process reduces the CO2 emission significantly. How it looks in real numbers, you can check using the Blending Process Comparison calculator, available for downloading from our website: www.gqoil.eu.
How do you ensure a smooth transition from problem recognition to implementing your solution at the client’s site?
A.C: Implementation process is relatively fast in case of revamping. We prepare all components on base of CAD drawings, including a new circulation pipeline. Assembling and launching of one set is assessed on one week work maximum and doesn’t affect on the rest of the working blenders.
Do you adapt your products to specific industries or customer needs, and if so, how?
A.C: We have developed our solution for blending of base oils and additives as opened one to customers’ needs. Our motto “do evolution, not revolution” reflects holistic way of changes – we take from existing infrastructure all what is useful and the best for our process and implement CCBL® technology as added value, moving up the blending process on new level.
What key metrics do your clients use to measure productivity improvements after adopting your solutions?
A.C: As for KPIs, to gain a clear picture after implementing CCBL® technology, we suggest measuring the current energy consumption and time of the entire blending process. These key metrics are easy to obtain and calculate costs. Thanks to the minimum capacity 24 m3/h manufacturing power increases by 2-3 times on the same production area. But a crucial factor for sustainability is CO2 emissions. Our CCBL® technology reduces them by approximately 20 times, which is a source of pride and evidence of a genuine approach to sustainability.
Can you share a concrete example where your product significantly boosted a client’s productivity?
A.C: As concrete example we can show analysis made by PRISTA OIL in terms of reduction of Natural Gas consumption, reaching up to 50 %. Operational data and results:
- Customer uses 5 m3 of Natural Gas for production of 1mt of lubricants.
- During year 2022, 3000 mt were produced in CCBL® unit.
- RESULT: Saving on Natural gas – 15000 m3
- 1m3 Natural Gas = 1,9 kg of CO2
- RESULT: Less emissions of CO2 – 28500 kg
- RSULT: Improvement of burning process and active stop and go management of the boilers
How do your solutions not only solve immediate challenges but also support long-term operational efficiency and sustainability?
A.C: As added for long-term operational efficiency, we suggest focusing also on improving inventory management for finished products – CCBL® has no minimum batch volume related to the volume of the process tank; in a classic blender, it is 30% of its total volume. With our minimum batch volume of 1MT, the customer can produce a batch “just-in-time,” reducing unsold leftovers till zero almost, which improve the company’s financial standing as tied-up capital reduction. The CCBL® process is fully PLC-controlled and can optionally communicate with the customer’s main production software. This system can operate in semi-automatic or fully-automatic dosing modes. All these benefits can be discovered by changing of production behaviors. This is process but available for achieving in positive results.

What future client challenges do you anticipate, and how are your products evolving to address them?
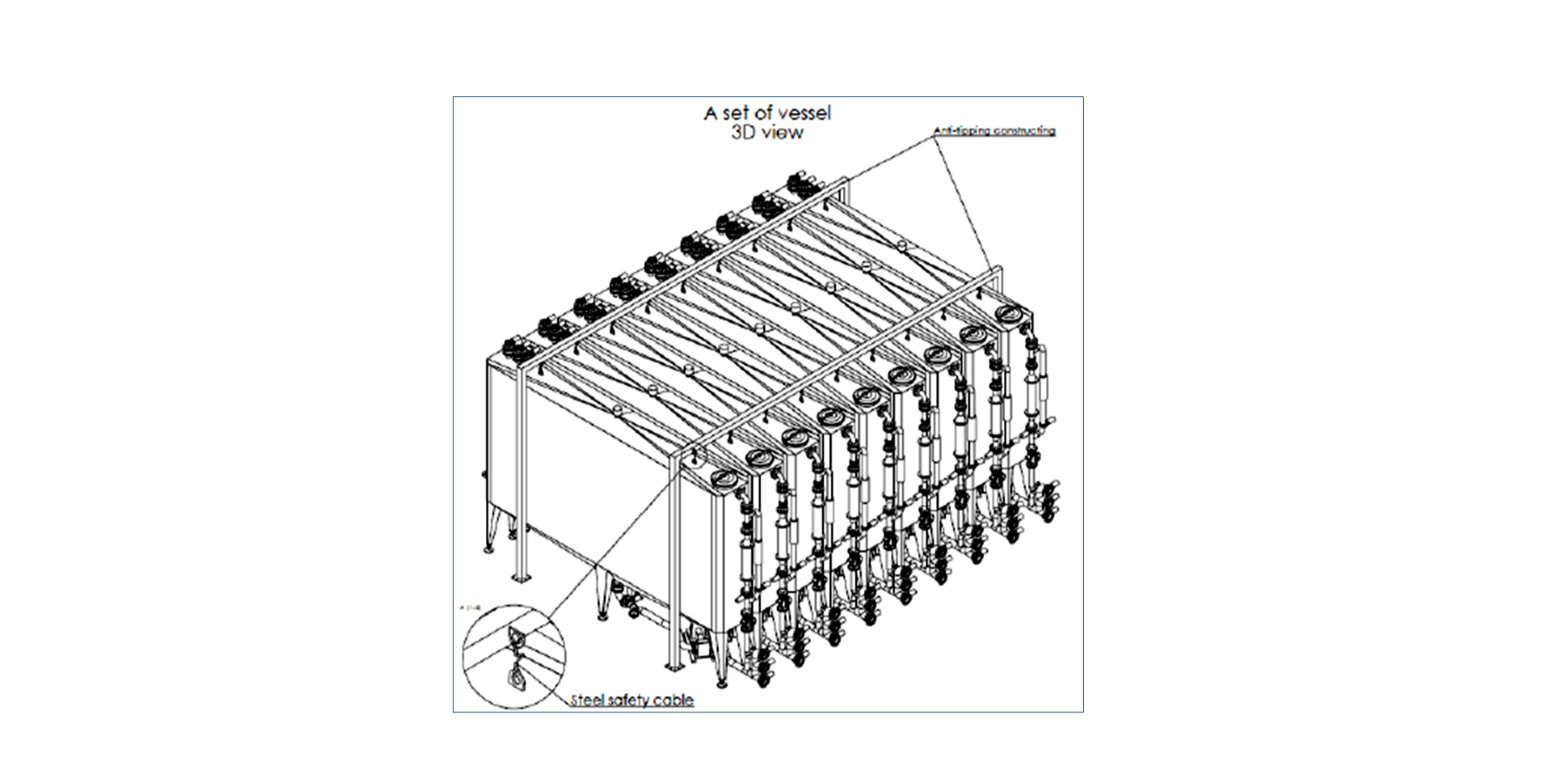
A.C: Of course, we anticipate broader changes in blending business than just direct and indirect benefits following the implementation of CCBL®. One of the higher-order effects is the ability to produce very compact production units with high efficiency and a very small production area. The figure below shows a project completed for a company that obtained approval to increase production volume without expanding its territory. The 6×9 m² area accommodates nine mixers with a volume V=15 m³ and a production capacity of 30 m³/h each.
We have also conceptualized design of future blending plant, based on cuboidal tanks only, for blending, storage, supplying additives parts. Accordingly, our analysis there is possibility to build the blending plant on surface 1500 m2 with capacity up to 30 000 MT/year. Such solution is possible by using the 40ft oil storage containers, with 3-4 compartments options for bulk additives.
This idea led us to another concept: small blending stations serving a vessel with marine oils. Knowing the vessel’s ETA, the blender can produce the required amount of oil in a 1-5 Mt batch, which takes 1-3 hours, including simple laboratory testing. Marine oil composition is simple, so the raw material inlet warehouse doesn’t require a large floor space.
Concluding, Cold Blending technology it is not only financial benefit. By reduction of energy consumption, it is first step to significant reductions of carbon footprint in blending. Our low energy consumption 0.0013 MWh/Mt allows to look on Renewable Energy Sources as realistic scenarios for alternative power supply.

