
The basic construction of rubber conveyor belts has not really changed for over 120 years except that therubber is now synthetic, and the inner ply layers of cotton have also been replaced by synthetic material.
The same application principles also apply. The heavier the load and the tougher the materials, the more layers and thicker outer covers that are required with single and dual-ply belts only used for light, undemanding applications. Until now that is, because Netherlands-based Fenner Dunlop Conveyor Belting and their sister company, Fenner Dunlop North Americas, have turned those long-standing conventions on their head and created something of a revolution.
The story so far
Having first introduced their hugely successful single and dual-ply UsFlex belt more than two decades ago, Fenner Dunlop have continued to develop the concept of replacing multi-ply belts with single and dual-ply versions.

Six years ago, they introduced their new Ultra X single-ply belt to form the beginning of what they call the X Series. The addition of Nova X now completes range of replacements for tensile strengths from 250N/mm up to and including 2000N/mm.
Why?
The reason why Fenner Dunlop saw this research and development worthy of the considerable investment is that the world conveyor belt market is increasingly cut-throat. Especially in the past twenty years or so, the market, particularly in Europe, has been inundated by ‘cheap’ imports from Southeast Asia, primarily China. To win greater market share and force European competitors out of business, performance and operational lifetime are routinely sacrificed to achieve prices that are often more than 50% lower than the high quality brands such as Fenner Dunlop could ever compete with without sacrificing their own quality principles.
Having a long-established brand with a globally trusted reputation for quality, they decided to compete for market share on the basis of the lifetime cost rather than the headline price by producing belts that could withstand the toughest of demands, require far lower running maintenance and far fewer stoppages for repairs. The big payoff is previously unachievable operational lifetimes resulting in a far lower replacement cycle caused by damage and wear. They also knew that technically, they held all the cards.
The best of both.
Their first trump card lay with their long history of innovative technology regarding the development of hi-performance rubber. For example, a recent laboratory test survey revealed that their rubber was, on average, more than 65% more resistant to abrasive wear than their competitors. Their second trump card was the synthetic fabrics used in the belt carcass, where they had the huge advantage of having their own fabric R&D teams and weaving facilities in the USA.

The opportunity.
Irreparable damage caused by ripping, tearing and heavy impact has long been a major issue for many operators. Growing numbers have resorted to fitting increasingly thicker, heavier belts or using low price imported ‘sacrificial’ belts but neither provides a practical, cost-effective solution.
In theory, the greater the number of inner plies then the stronger the belt. In multi-ply textile conveyor belts manufactured in accordance with ISO 14890, the declared longitudinal tensile strength is the combined result of the individual fabric plies working together in tension. For example, a belt designated as an EP 630/4 contains four layers of polyester/nylon (EP) fabric reinforcement and has a nominal overall tensile strength of 630 N/mm. Each ply has its own breaking strength, typically around 160 N/mm. When the plies are bonded together to form the belt’s carcass, their individual strengths effectively ‘join forces’.
However, the greatest influence on the strength of a conveyor belt is the design and physical properties of the ply material rather than the number of plies. Using the years of experience of the fabrics gained from their UsFlex belts, Fenner Dunlop were able to develop new, unique super-strength fabrics for single-ply belts (Ultra X and Nova X).
The heart of the matter.
Their first priority was to ensure that the individual fibres and yarns were of the highest possible quality and strength. Next came the design of the weave pattern.

The X Series has three versions of fabric. Ultra X features a specially woven “Crimped warp” carcass, creating outstanding strength, stability, and impact resistance. Ultra X1 replaces multi-belts up to and including 400/3 while the X3 version is designed to replace up to 630/3. The higher tensile strength Nova-X uses an even stronger crimped warp fabric, providing excellent rip, tear, and impact resistance under load. Nova X4 is designed to replace up to 800/4 and Nova X6 can replace up to 1250/4 multi-ply belts. For the very toughest applicationsl, there is the heavier duty UsFlex, which employs a “Straight warp” carcass made of high-tenacity polyester fibres protected by polyamide weft lines.
The common denominator between the fabrics is that they all consist of longitudinal strands lengthwise and heavy strands running crosswise, held in position by a strong yarn. The strands are completely straight in both directions and not interlocked as in conventional fabric, allowing the weft to float free from the warp. This creates up to 300% greater impact resistance by using a shock absorber effect that dissipates impact energy over a larger area, allowing the belt to withstand the kind of punishment that would destroy a conventional belt.

At the same time, the special carcasses possess a longitudinal rip resistance that is more than 500% greater than conventional multi-ply belts of equivalent tensile strength rating. What happens is that when penetrated and being pulled through a trapped object such as a sharp rock, the strands gather in a bundle that eventually become strong enough to stop the belt or even expel the object altogether.
Greater splice efficiency.
The reason why a single or dual-ply belt can possess the necessary tensile strength and extra resilience and durability is a combination of the strength of the fabrics supported by a much higher level of splice efficiency. Conventional step splices can be used to join a dual-ply UsFlex while single-ply constructions require a finger-splice joint. Finger splice joints are stronger, smoother and less prone to damage so the need to repair and re-splice joints is much less frequent but the biggest advantage of all is that they retain up to 90% of the belt’s original tensile strength.
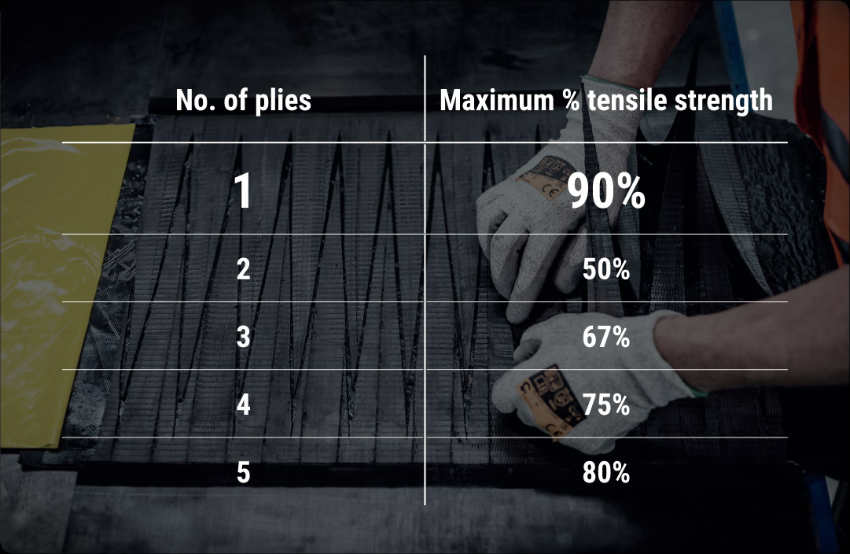
For example, a 3-ply step splice only retains a maximum of 67%. Going back to the earlier example, a 630/4 designated belt contains four layers of fabric reinforcement, with each ply having a breaking strength of approximately 160N/mm. The ‘loss’ of one ply therefore means that the tensile strength is actually less than 500N/mm.

Single and dual-ply belts are also more flexible, so they are also well suited for use on mobile conveyors, which are notorious for having small diameter pulleys. The continual flexing places greater dynamic stress on the carcass and splice joint, therefore seriously limiting the strength of belt that can normally be fitted.
Weaponising the cost factor.
Although still manufacturing a big range of conventional, premium quality multi-ply and steel cord belting, Fenner Dunlop regard their X Series single-ply and dual-ply belts as the future of industrial conveying belting. They are effectively turning the economic argument on its head, with the growing success of their X Series belts providing the irrefutable proof needed to convince a price orientated market that the cost is a lot more important than the price. Conveyor belt technology really has reached the 21st century.
Author: Leslie David