ENHANCING PACKAGING QUALITY: ADVANTAGES OF SEAL INSPECTION FOR SUPERMARKETS, FOOD SUPPLIERS AND CONSUMERS
Food packaging for supermarkets and retail stores requires a careful balance between ensuring product freshness and quality, using eco-friendly materials to reduce waste, and creating appealing branding to attract customers – all while keeping costs optimal and efficient. While some large supermarkets have their own food processing and packaging facilities, many products are provided by independent food factories or co-packers. A crucial aspect, however, is the packaging quality, as defects can result in product spills, health risks, brand damage, and costly returns or recalls.
With the increasing demand for high production volumes, it’s essential for food factories to implement automated packaging and inspection processes to prevent defective packages from reaching supermarket shelves. Although standard inspection steps like label inspection, metal detection and check-weighing are common, automated in-line seal inspection is particularly beneficial, as sealing is a critical step in the packaging process. The use of new recyclable materials to reduce waste carries a risk of defective packaging, as the seal quality might not yet match the consistency of traditional materials that have been used for decades. 100% in-line seal inspection not only ensures product quality and shelf life but also enhances packaging processes and productivity, ultimately lowering costs for both food producers and supermarkets. This is why supermarkets have strong incentives to require their suppliers to implement seal inspection in their packaging processes. Also, Iin-line seal inspection itself represents a minor investment compared to the cost of an entire packaging line.
Packaging formats and trends
Maintaining the quality of food products is essential for preserving their freshness, taste, and visual appeal. Various flexible and rigid packaging formats are used depending on the application, often packaged under modified atmosphere conditions to prevent product degradation due to oxidation. Below is a brief overview of some of the most commonly used packaging formats:
- Flow-packs for sliced cheese, charcuterie, sausages, minced meats, tortillas, pizza dough, cookies, etc.
- VFFS bags for fresh cut, grated cheese, frozen food, cereals, chips, etc.
- HFFS/Pre-made pouches for ready meals, soups, cheese/meat chunks, cereals, pet food, etc.
- Trays/Thermoforms for meat (bacon chunks, sliced meat), sliced cheese, ready meals, appetizers, etc.
In the 2010s, resealability emerged as an innovation across these packaging formats, providing convenience for users, though it offered limited improvement in conservation once the package was opened and exposed to air.
More recently, the focus has shifted to the use of recyclable materials, such as paper-based or mono-material packaging, and reducing the amount of plastic used. This reduction is often achieved by changing the packaging type (e.g., switching from trays to flow-packs or using thinner films or trays). Another growing trend is the shift from cans and jars to pouches. However, regardless of the packaging format, ensuring a secure seal is crucial for maintaining freshness and product quality.

2. Defects like wrinkles or product in the sealing area are ejected from the production line improving overall outgoing product quality.
Packaging challenges and social media impact
In assessing customer appeal and product attractiveness, packaging branding plays a crucial role. Elements like printed films or colored trays can evoke a sense of quality and luxury, which are often key factors for discerning customers. However, these printed films can also introduce packaging challenges, which will be explored further.
In today’s digital landscape, social media plays a significant role for supermarkets. Influencers, marketing campaigns, and storytelling (such as sharing recipes) are commonly used to promote products. At the same time, social media provides an easy platform for customers to voice their dissatisfaction with just a few clicks, particularly regarding product quality. When photos of defective products go viral, the resulting brand damage can be substantial.
Ensuring quality and safety
To minimize the risk of defective packages, it is crucial to implement stringent quality control measures. Supermarkets often conduct sample-based incoming quality control and regular audits of their suppliers, examining production processes, inspection technologies, and final outputs. By collaborating closely with suppliers, supermarkets can enforce the adoption of specific production and inspection technologies, thereby enhancing overall quality and meeting their rigorous standards.
Given the high production and packaging speeds in the food industry, particularly for high-volume products, it is essential to implement automated packaging lines that include inspection and rejection of defective packages. Automation is increasingly necessary as finding and retaining skilled operators becomes more challenging, and human errors and distractions can compromise quality. Automated systems can efficiently handle repetitive tasks, ensuring consistent performance.

Compliance with stringent food safety regulations is mandatory for all food manufacturers and packaging facilities. Inspection steps like metal detection, check-weighing, and label inspection are widely accepted and standardized to meet these regulatory requirements. While these inspections focus primarily on safety and information, they are less effective in ensuring overall package quality. Seal inspection, however, is a critical step in maintaining packaging quality. Often, this inspection is limited to sample-based testing methods, such as submerging samples in a bath or using a leak-testing device every 15 minutes. If a defect is found in a sample, a portion of the production batch typically undergoes further inspection—a labor-intensive and disruptive process.
A more efficient approach involves checking every package during the packaging process and rejecting defective ones before they are sealed and palletized. This method enhances quality control, reduces labor costs, and minimizes the likelihood that poorly sealed packages will reach the market.
In-line seal inspection of flexible packaging
Engilico’s in-line seal inspection solutions are available for both flexible and rigid packaging.
The SealScope® in-line seal inspection system for flexible packaging uses sensors mounted on the sealing jaws of the packaging machine that measure the behavior during the sealing. The measured signal is compared to a reference measurement signal of a good seal.
If anomalies such as plies, folds, or product contamination in the seal are detected, the system immediately signals a rejector to remove the defective packages from the production line. This in-line seal inspection complements other quality control measures like weighing and metal detection stations
Because the sensors are easily built into the packaging machine, there is no need for additional expensive space on the shop floor and no adjustments must be made to the production line. The integration is also independent of the brand of packaging machine. SealScope® has now been installed on packaging machines such as Omori, Fuji, Ulma, Bosch, GEA, Ilapak, PACRAFT (Toyo Jidoki), Leepack, SN, PFM, etc. A major benefit of SealScope® which also fits the philosophy of continuous improvement, is the process control and monitoring function. In case of consecutive errors – e.g. due to plies or folds of the foil – the packaging process is halted, and operators are timely alarmed so they can quickly investigate the cause of the fails and instantly take corrective actions. This is extremely important to avoid issues with rework, sorting bad packages and unnecessary material costs.

2. Product in seal causing leaking packages
Hyperspectral technology for trays and other rigid packaging
Products such as sliced charcuterie, bacon, meat (preparations) are often packaged in plastic trays, in thermoformed packaging or on cardboard trays, which are then sealed with transparent or printed film.
For traditional vision systems, detection of contamination in the seal is often difficult if there is little or no contrast between the plastic film and the contamination, e.g., grease or oil in a white tray with transparent seal. With printed films, often used for more luxurious packaging, it is not even possible to see contaminants at all. An alternative is X-ray inspection, but this technology is only efficient if the material density varies enough to reveal the distinctive materials, which is not always the case with contamination from organic materials such as meat, fat, oil, spices or e.g. breadcrumbs.
HyperScope® uses hyperspectral imaging to detect seal contamination with high contrast, even on printed films. The inspection system uses artificial intelligence, allowing highly accurate detection of the sealing area in real-time, regardless of the orientation, layout or size of the package. A major advantage of hyperspectral camera technology is the ability to distinguish materials of the same color when they have different chemical/spectral compositions. A traditional vision camera records a single image with information in 3 spectral bands (red, green and blue). Hyperspectral data contains hundreds of images each with information from different wavelength bands. For the detection of seal contamination, the relevant wavelengths are largely in the infrared region. Since materials react differently to the (near)-infrared light, this allows using the transmission, reflection and absorption properties different materials can be reliably detected. This allows contaminations such as meat, grease, oil, to be distinguished with high contrast from the plastic film, even when printed.
In-line seal inspection is a basis for sustainable success
Engilico’s in-line seal inspection solutions have an important influence on addressing several pain points in sustainable production. The process monitoring function will allow to pause the production much faster in case of process drift or increased sealing errors, as such minimizing product and plastic film waste. As today packaging needs to become more sustainable (less plastic, mono-materials, use of cardboard), it is a huge advantage that both SealScope® and HyperScope® cope with these challenging materials as they are less dependent on material type or are especially well suited for demanding packaging applications, e.g. when using trays with printed top foils. Another benefit of non-destructive seal inspection is that if the product in the rejected package is still intact, it can be repackaged, which overall results in less waste.
2. HyperScope® detects contamination in the seal with high contrast, even with printed films or in difficult-to-see canyons in e.g. duo packs of bacon
Benefits of in-line seal inspection
In-line seal inspection is a critical link in the production chain, ensuring the quality and integrity of the last step in the packaging process. By monitoring the integrity of seals, in-line seal inspection plays a pivotal role in maintaining the overall quality and safety of products. Below, we summarize specific benefits for supermarkets, suppliers, and end customers.
For supermarkets
Supermarkets, as the primary interface with consumers, must uphold high standards of product quality to ensure their success. By encouraging investments in in-line seal inspection, supermarkets can achieve several key benefits:
- Reduced incoming quality control: With better packaging quality from suppliers, supermarkets can reduce the resources needed for inspecting incoming goods.
- Fewer customer complaints: High-quality seals decrease the likelihood of packaging failures, leading to fewer customer complaints
- Lower risk of recalls: Ensuring properly sealed products significantly reduces the risk of recalls, which can be costly and damaging to a supermarket’s reputation.
- Safeguarding brand reputation: Offering reliably sealed products protects the supermarket’s brand reputation, ensuring continued customer patronage.
For suppliers
For suppliers, investing in in-line seal inspection delivers both direct and indirect benefits, enhancing operations and strengthening their market position:
- Reduced risk of supplying defective products: In-line seal inspection ensures that only properly sealed products are shipped, minimizing the risk of defects reaching customers.
- Improved packaging quality: Continuous monitoring and enhancement of seal quality lead to superior packaging, crucial for product safety and longevity.
- Enhanced productivity: Automated inspection processes streamline production, reduce downtime, and boost efficiency.
- Less Production Waste and Better Cost Efficiency: Accurate seal inspection minimizes packaging errors, resulting in less waste and improved cost management.
- Secure contracts with supermarkets: High standards of quality assurance help suppliers secure and maintain long-term contracts with major supermarket chains.

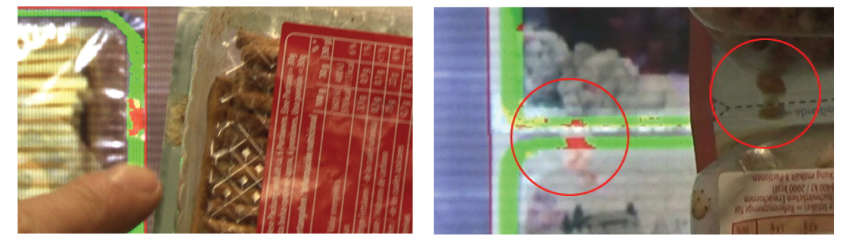
2. Wrinkles or folds in the seal can lead to leaks in the cheese package
3. Cheese parts in the seal are retrieved in a package that is rejected by SealScope®
For retail customers
Ultimately, the benefits of in-line seal inspection extend to end consumers, enhancing their experience and satisfaction:
- Guaranteed best before dates: Properly sealed products maintain their quality and freshness until the stated best before dates, ensuring a better food experience.
- Longer food preservation and reduced food waste: Effective sealing helps preserve food for longer periods, contributing to reduced food wastage.
In-line seal inspection is a crucial component in the food packaging process. It improves product quality, enhances packaging processes, reduces waste, and ensures compliance with food safety regulations. By investing in in-line seal inspection, supermarkets, suppliers, and customers all benefit from higher quality and safer products.
